UNS N09925
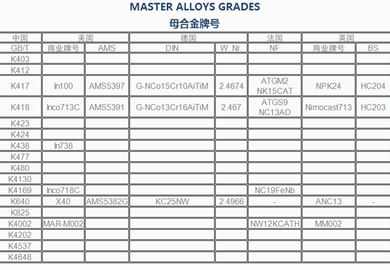
GH2132, A286,UNS S66286, Incoloy A-286 (SMC trademark), W.Nr. 1.4980,INCOLOY® 925
=========================================================================
WWW.CMMETAL.CN

#: 注Incoloy 925是Special Metals Corporation group of companies的注册商标.
1 概述
合金925是一种奥氏体镍铁铬合金,通过添加钛和铝使沉淀硬化。沉淀硬化(时效硬化)热处理导致伽玛素相、Ni3(Al,Ti)析出。该相位大大提高了合金的硬度和强度。
合金925 是一种添加钼、铜、钛和铝的时效硬化镍铁铬合金。这种合金的化学成分是为了提供高强度和优异的耐腐蚀性的组合。镍含量足以防止氯离子应力腐蚀开裂。镍与钼和铜一起,对化学还原也有显著的抗性。钼有助于抗点蚀和缝隙腐蚀。合金的铬含量能抵抗氧化环境。在热处理过程中,钛和铝的添加会引起强化反应。
2 应用
合金925用于各种需要高强度和耐腐蚀性组合的应用场合。由于合金在含硫化氢的原油和天然气中具有抗硫化物应力开裂和应力腐蚀开裂的性能, 故用于井下和地面气井部件,包括管状产品、阀门、悬架、坐放接头、工具接头和封隔器。这种合金也适用于紧固件、船用轴、泵轴和高强度管道系统。
3 化学成份
表1(wt%)
Fe | Ni | Nb | Cr | Cu | Ti | Mo |
≥22.0 | 42.0-46.0 | ≤0.50 | 19.5-22.5 | 1.50-3.0 | 1.90-2.40 | 2.50-3.50 |
C | Al | Mn | Si | P | S | |
≤0.03 | 0.10-0.50 | ≤1.00 | ≤0.50 | ≤0.030 | ≤0.030 |
(1) 密度:8.08 g/cm3
(2) 熔点:1311-1366℃
5 力学性能
固溶退火、固溶退火+时效产品在室温下的力学性能如表2所示。
表3显示了用于规范目的的机械性能限制。
表2 925合金的拉伸性能
产品形式 / 条件 | 抗拉强度 | 屈服强度 (0.2% Offset) | 延伸率 | 硬度* | ||
ksi | MPa | ksi | MPa | % | Rockwell | |
圆棒 / 固溶 | 99.3 | 685 | 39.3 | 271 | 56 | 76 |
圆棒 / 固溶+时效 | 167.3 | 1154 | 120.6 | 832 | 27 | 32 |
冷拉管 / 固溶+时效 | 172.5 | 1189 | 120.4 | 830 | 27 | 35 |
*所有值均满足NACE Standard MR0175的要求
表3 合金925的力学性能,退火+时效
条件 | 直径 | 抗拉强度min. | 屈服强度(0.2% offset) min. | 延伸率in 2in (50.8 mm) or 4D min. | 断面收缩率min. | 冲击功小平均 | 硬度2 rockwell C | |||||
in | mm | ksi | MPa | ksi | MPa | % | % | Ft-lbf | kgf m | min. | max. | |
冷加工 | 5/8 to 3.0 | 15.9 to 76.2 | 140 | 965 | 105 | 724 | 18 | 25 | 35 | 4.85 | 26 | 38 |
热加工 | 1 to 10 | 25.4 to 254 | 140 | 965 | 110 | 758 | 18 | 25 | 35 | 4.85 | 26 | 38 |
1 根据ASTM E23,在-75℉(-60℃)进行夏比V型槽冲击试验。保证在室温下达到所显示的强度。
2 根据ASTM E18进行硬度测试。
6 耐蚀性能
合金925具有较高的耐腐蚀性。在还原和氧化环境中,合金都能抵抗一般腐蚀、点蚀、裂缝腐蚀、晶间腐蚀和应力腐蚀开裂。合金925特别有用的一些环境是含硫(含H2S)原油和天然气、硫酸、磷酸和海水。
7 加工指南
热、冷成形
合金的热成形范围是1600-2150℉(870-1175℃)。在高达1600-2150℉(870-1175℃)的温度下,合金925具有与Incoloy 825相似的热工作特性。为了在直接时效后获得较大的耐腐蚀性和较高的强度,后的热加工应该在1600-1800℉(870-980℃)范围内进行。
合金925的冷成形性能与Incoloy 825相似,但合金925具有较高的加工硬化速率。
机加工
925合金是一种时效硬化合金,在溶液退火或时效条件下具有良好的加工性能。要求用带有正向前角的刚性工具和技术,可以减少材料的工作硬化。硬质合金刀具的切削速度高,适用于涉及不间断切削的大多数车削操作。高速钢工具可用于断续切割、精加工至接近公差、精加工至光滑的表面,以及以较少的加工硬化量进行切割。在时效硬化前进行粗加工,热处理后进行精加工,效果较佳。
刀片控制
在加工合金925时,重要的是获得良好的全回转刀片。高速钢制工具需要刀片卷曲器或唇形工具。对于溶液退火条件下的材料,唇形工具的唇应该更宽更深一些。 在0.010英寸/分钟(0.25毫米/分钟)工作的刀片机的典型尺寸是0.020英寸(0.5毫米)深和0.080英寸(2毫米)宽。
钻孔
稳定的进给速度可以减少钻井过程中的过度工作硬化。建议使用重型和带有网格高速钻。
对于麻花钻,在退火条件下,推荐的表面速度为20-30英尺/分钟(6-9米/分钟),在时效条件下为8-10英尺/分钟(2.4-3.0米/分钟)。进给速度根据钻头大小从0.005英寸/转(0.13毫米/转)到0.015英寸/转(0.4毫米/转)不等。
对于枪钻[尺寸从1/16英寸(1.6 mm)到2英寸(50 mm)],在退火和时效条件下,建议采用0.001 -0.003英寸/转(0.0025-0.08 mm/转)的进给速度。溶液退火材料的表面速度应保持在220英尺/分钟(67米/分钟),时效条件下的材料应保持在60英尺/分钟(18米/分钟)。
穿孔和车削
对镍铬合金925时效棒进行了一系列的加工试验。测试包括在布拉德数控车床上进行外圆车削和在勃林格式钻孔机上使用美国海勒钻孔头和刀片进行钻孔工作。本试验旨在建立有效的金属去除率,并分析材料在加工过程中因应力引起的材料运动。此外,该测试确定运动是否由加工工艺引起的应力引起。
螺纹
车床螺纹
合金925在溶液退火或时效条件下,标准的单点车床螺纹操作对合金925是足够的。溶液退火材料的螺纹加工速度为12-18英尺/分钟(3.7-5.5米/分钟),时效材料的螺纹加工速度为3.0-3.5英尺/分钟(0.91-1.1米/分钟)。切割的深度会有所不同,随着加工的进展会越来越小。
模头螺纹
螺纹模应采用钼高速钢(M-2级或M-10级)制作。
在不涉及肩部的情况下,建议采用15-20°的螺纹梳刀前端角度。
当必须进行近肩螺纹时,建议采用15°刀面角。车床螺纹的速度也适用于模螺纹。
螺纹磨削
合金925的外螺纹可以用氧化铝(150-32砂砾)陶瓷结合砂轮进成成形磨削加工而成。推荐用于螺纹磨削的冷却剂是一种高级磨削油,粘度在70℉(21℃)时约为300秒。在磨削过程中必须特别注意防止过热。
螺纹滚压成形合金925经直接时效处理后,螺纹滚压成形可获得大的拉伸性能。
然而,通常情况下,推荐合金925是在拉制或溶液退火后进行螺纹滚压,然后时效硬化。材料在软态条件下更容易螺纹加工,然后时效处理。
铰孔加工
铰刀的工作速度应该是钻孔速度的2/3。铰刀进给进入工件应该是0.0015-0.004英寸(0.4-0.1mm)每槽每转。
进给率过低会导致上光和过度磨损。传统的组合钻孔器用槽形铰刀、平面实心铰刀和替换式刀具都是用高速钢制成的。
建议使用带有硬质合金尖端的钢刀柄的复合工具,用于时效硬化合金925。
翘曲变形
加工过程中产生的应力可能导致变形或翘曲。这可以通过降低加工速度和/或切割深度来减少。
热处理
时效硬化前的溶液退火应在1800-1900℉(980-1040℃)进行,少30分钟,多4小时。对于1英寸(25mm)或以下的尺寸,以相当于空气冷却的速度或更快的冷却方式冷却。。所有超过1英寸(25mm)的尺寸用水淬。
通常使用以下的时效硬化处理
1350-1380℉(732-749℃)/6-9小时, 炉冷至1150℉(621℃), 在1150℉(621℃) ± 15℉ (8℃)保温,直至整个时效处理时间达到18小时.以相当于空气冷却的速度或更快的冷却方式冷却。
8 标准规范
NACE MR0175
ASME Boiler and Pressure Vessel Code Case 2218 Section VIII Division 1
国机金属江苏有限公司 | 电话:0510-86181977 | 邮件:info@cmmetal.cn |
江苏省江阴市南闸镇白玉路810号 | 传真:0510-86181887 | 手机:13913685671 |